Case Riser Bin Displays
Our Case Riser Bins are crafted with durability and aesthetics in mind, they serve as an irresistible merchandiser for your premium beer, wine, or spirits offerings. These convenient displays effortlessly accommodate up to 50lbs on their elevate shelf and we have developed a selection of ready-to-go stock options that fit the needs of most of our beverage clients. By leveraging these options, you can streamline the ordering process and mitigate upfront setup costs. From individual bottles or cans to 4-packs and even case packs, our versatile case riser bins guarantee unparalleled visibility for your brand in-store. For brands that require a specific size or shape, our team of designers is at the ready to create a display that suits those needs.

Stock Sizes
-
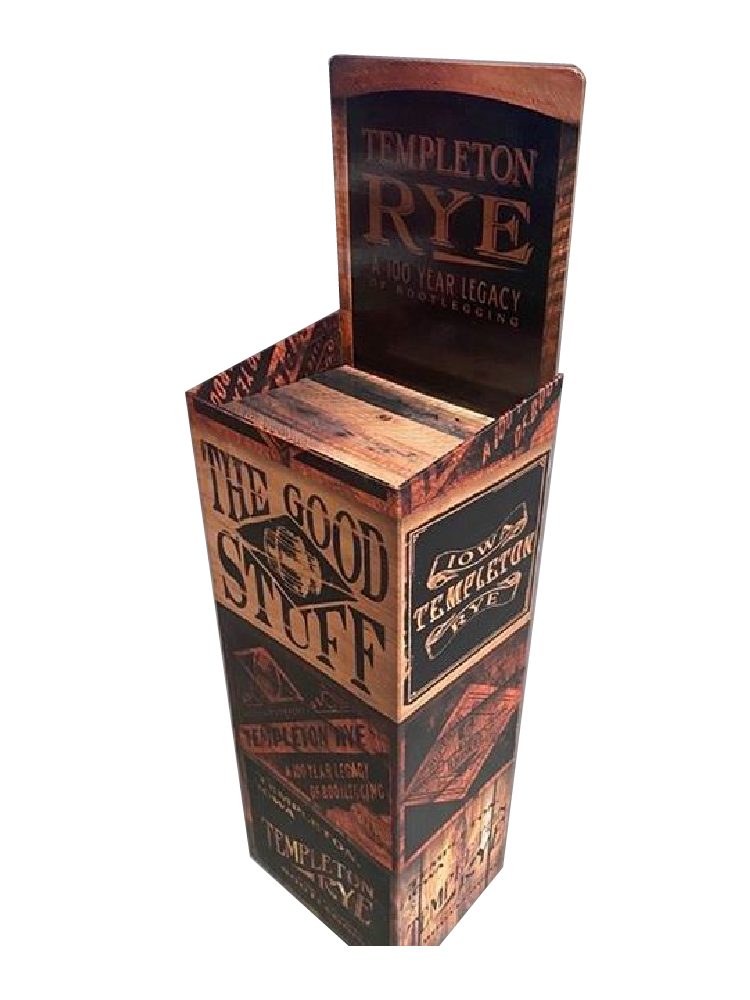
**Typically used to display wine and liquor bottles
- Dimensions: 14.5w x 11d x 40h
- Accommodates (12) 750ml bottles at up to 3.65”diam (4w x 3d) and 4lbs each
- Pack-out Dimensions: 28” x 41” x 1”
- Pack-out Weight: 7lbs
-
**Typically holds packaged bottles or cans (4-packs, 6-packs, 12-packs, 18-packs or cases)
- Dimensions: 17w x 22d x 24h
- Pack-out Dimension: 24” x 41” x 1”
- Pack-out Weight: 6lbs
-
**Typically holds packaged bottles or cans (4-packs, 6-packs, 12-packs, 18-packs or cases)
- Dimensions: 17w x 11dx 24h
- Capacity: Perfect for (1) 16.25" x 11" case
- Pack-out: 26" x 30" x 1"
- Pack-out Weight: 5lbs
Versatile Display Solutions
Every beverage product, regardless of its packaging or type, deserves to be presented in a way that accentuates its uniqueness. With Kraftwork's Case Risers, you're not only showcasing your beverages, but you're also ensuring they stand tall and proud, effectively engaging your consumers.
Get Your Custom Case Riser Display at Kraftwork
Crafted to perfection and engineered for sturdiness, our case riser displays promise an exquisite balance of elegance and strength. Let your beverages be the center of attention and entice customers with their superior presentation.
Contact us to learn more about our beverage displays. Request a custom quote today.